2023年焊工每日一练《中级焊工》9月5日专为备考2023年中级焊工考生准备,帮助考生通过每日坚持练习,逐步提升考试成绩。
判断题
1、低合金高强钢的含碳量和所含合金元素量越高,热影响区的洋硬倾向就越大。()
答 案:对
2、CO2气体保护水平固定管焊接时,如果产生盖面层咬边,应该增大焊缝的宽度。()
答 案:对
3、锰的化合物和锰尘主要是通过消化道侵入人体的。()
答 案:错
4、焊接猝硬性较高的材料,可用散热法来控制焊接残余变形。()
答 案:错
单选题
1、焊接焊前预热的主要目的是()。
- A:降低最高温度
- B:增加高温停留时间
- C:降低冷却速度
答 案:C
2、在射线探伤胶片上呈圆形、椭圆形黑点,其黑度一般是中心处较大并均匀地向四周边缘减小的缺陷是()。
- A:裂纺
- B:气孔
- C:未悍透
- D:未熔合
答 案:B
3、在射线探伤胶片上多呈略带曲析的、波浪状的黑色细条纹,有时也呈直线状,轮廓较分明,两端较尖细中部稍宽,不大有分枝,两端黑度较浅的缺陷是()。
- A:气孔
- B:夹渣
- C:未焊透
- D:裂纹
答 案:D
4、中碳调质钢在焊接后为消除应力,热处理温度应高于Ms点()。
- A:10----40°C
- B:50----100°C
- C:100----200°C
- D:200----300°C
答 案:A
多选题
1、塑料不同于金属,温度一定,对塑料施加一恒定应力,经一定的时间后,塑料产生了三部分应变( )。
- A:弹性应变
- B:受阻的弹性应变
- C:粘性应变
- D:塑性应变
答 案:ABC
2、电阻焊的安全技术主要预防()。
- A:爆炸
- B:触电
- C:压伤
- D:灼伤
- E:空气污染
答 案:BCDE
3、铸铁焊条是根据()来划分型号的。
- A:熔敷金属的力学性能
- B:熔敷金属的化学成分
- C:药皮类型
- D:焊接位置
- E:电流种类
- F:用途
答 案:BF
4、聚乙烯管材原材料是一种以聚乙烯为基料的共聚物的复合材料(或混合材料),材料中必须加有一定量的( )。
- A:抗氧化剂
- B:水分
- C:光稳定剂
- D:炭黑
答 案:AC
主观题
1、简述臭氧的生成、特点及其危害。
答 案:(1)空气中的氧,在短波紫外线的激发下,大量的被破坏,生成臭氧(O3)。(2)臭氧是一种淡蓝色气体,具有刺激性气味。浓度较高时,一般呈腥臭味,浓度极高时,呈腥臭味并略带酸味。(3)臭氧是氩弧焊、等离子弧焊的一种主要有害因素。它是具有刺激性的有毒气体,会引起支气管炎、气管炎,严重时会引起肺水肿等。允许浓度为0.3mg/m3。
2、奥氏体钢与珠光体钢焊接时存在哪些问题?
答 案:奥氏体钢与珠光体钢焊接时,存在不少问题有待解决,其主要问题有:(1)熔合区存在一个脆性交界层。焊接时,奥氏体焊缝金属与珠光体母材金属之间存在一个窄的低塑性带,宽度一般为0.2~0.6mm,其化学成分和组织不同于焊缝,通常叫做熔合区脆性交界层。它的存在严重降低了接头的冲击韧性。选用高镍合金的焊条,可减少脆性交界层的宽度。(2)熔合区的碳扩散。奥氏体钢与珠光体钢的接头在焊后热处理或在高温条件下工作时,其熔合区附近发生碳的扩散现象,在碳化物形成元素含量低的珠光体钢一侧产生脱碳层,而在相邻的奥氏体焊缝一侧产生增碳层。脱碳层由珠光体变成铁素体,晶粒长大而软化;增碳层的碳与铬形成碳化铬析出而硬化。(3)熔合区的热应力。奥氏体钢热膨胀系数比珠光体钢大30%~50%。这种异种钢接头在焊后冷却、热处理、生产运行中将产生较大的热应力,这是异种钢接头破坏的原因之一。采用线膨胀系数与珠光体钢较接近的镍基焊条或采用过渡层,可减少热应力。
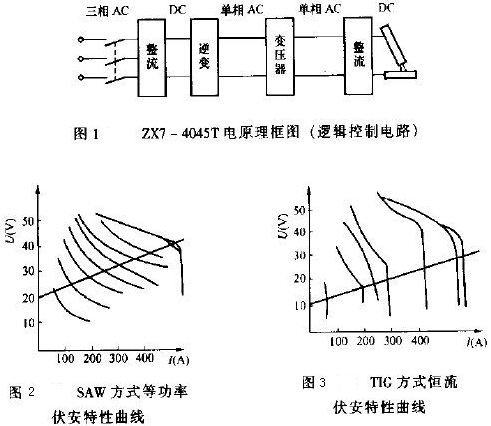
3、简述ZX系列逆变弧焊整流器的结构、工作原理及电流调节。
答 案:该焊机是一种可控硅逆变式多功能直流弧焊机,特点是小型、重量轻、高效、节能、电弧稳定、飞溅少、焊接工艺性能好等。此焊机适用于手工电弧焊、TIG焊、碳弧气创、螺柱焊,能多台并联使用。还备有遥控盒,可远距离调节焊接电流。(1)焊机构造。机芯主要由三相桥式整流器、串联可控硅的逆变器、中频变压器、电控器、单相全波整流器及逻辑控制板等组成。(2)工作原理。此焊机工作原理基于频率变换原理,其电路见图1。输入工频三相交流电,经三相桥式整流器整成直流,又被一可控硅串联逆变器转换成0.4~5kHz的交流电,再经中频变压器降压、整流、滤波、输出直流。通过逻辑控制电路,实现整机闭环控制。对于手工电弧焊,提供优良的等功率外特性(见图2)和热引弧功能,与传统的下降特性比较,对电弧长度变化不敏感,可保持适当的焊接温度和热输入,容易控制焊接熔池。对TIG焊,可提供恒流特性(见图3)。同时,逻辑电路可提供程序控制、整机保护和良好的电网波动补偿能力(±10%)。
 (3)焊接电流的调节。电流调节分为两档,粗调和细调。粗调可调节面板上的电流分档开关(禁止带负载切换)。细调可调节面板上的输出电流调节旋钮,远距离施焊,细调应用遥控盒调节。
(3)焊接电流的调节。电流调节分为两档,粗调和细调。粗调可调节面板上的电流分档开关(禁止带负载切换)。细调可调节面板上的输出电流调节旋钮,远距离施焊,细调应用遥控盒调节。
精彩评论